Longevity WeldAll LS-200PI IGBT Multi-Process Welder/Cutter
I received my IGBT WeldAll LS-200PI Multi-Process welder/cutter today. I wanted
to show how it was packed, show how I hooked up the power cable, and give a
short review of this impressive machine.
Here's how it looked after UPS dropped it off. The top box contains the
accessories.

Here's how the LS-200PI was packed. It's a good idea to keep the box and packing
for moving day.



The only issue I had with shipping was the large front air/gas regulator knob
was loose. It may have been that way on purpose to keep it from protruding too
much and being damaged during shipping. I had trouble tightening the exterior
lock nut without actually rotating the whole regulator so I removed all the
screws on the top cover, pulled the cover off and tightened up the lock nut. The
knob wasn't damaged, just loose. After pulling the cover I realized that all I
really needed to do was push in the regulator knob to lock it, hold the knob
then tighten the lock nut as tight as possible by hand. So opening the case
wasn't really necessary.
Not included with the welder but needed are: a 240 volt power cord plug,
electrodes for stick welding, and for TIG welding Tungsten electrodes, filler
rods and a tank of Argon gas. The tank pictured below is 80 cubic feet in size
and cost $230--$160 for the tank and $70 for the gas. Twenty, 40, 60 and
larger tanks are available from your welding supply store. To find a local
welding store just do a Google search for, "your home town welding supply."
Everything needed for plasma cutting comes with the welder.
Here's a good look at the front panel.

Here it is in a standard Harbor Freight welding cart.


Next to Eastwood MIG 135 120 Volt Welder
Here's the included accessories.

Here's how I set up a standard air-chuck quick disconnect so I can easily go
from compressed air for plasma cutting to Argon gas for TIG welding. Notice the
large cooling fan and the dual-throw On/Off switch.

Here's the power cord on the right and a 115 volt conversion cord (pigtail) on
the left.
The LS-200PI is not a
dual voltage welder and will not function with this 115 volt pigtail.
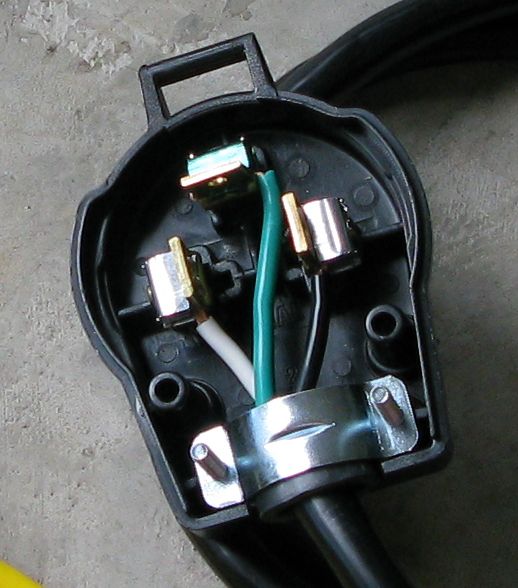
The welder's power cord appears to be a 10/3 (10 gauge 3 wire) stranded wire
cord. For both cords it's very important to connect the green ground wire to the
ground pin. The LS-200PI's green ground wire is connected directly to the
machine's chassis. For both cords I connected the black wire to the narrow
blade, and the white wire to the wide blade. The LS-200PI did not come with a
power cord plug. There are too many types of 240v plugs so they just let you
pick the one you need. Just purchase the 240v plug that matches your receptacle.
I picked mine up at Home Depot for $13. Make sure your plug is rated for at
least 220 volts and 40 amps like the plugs below.

Here's another shot of the cords including a 240 volt extension cord I made on
the left.

Here's a close-up of the power cord 240v plug.
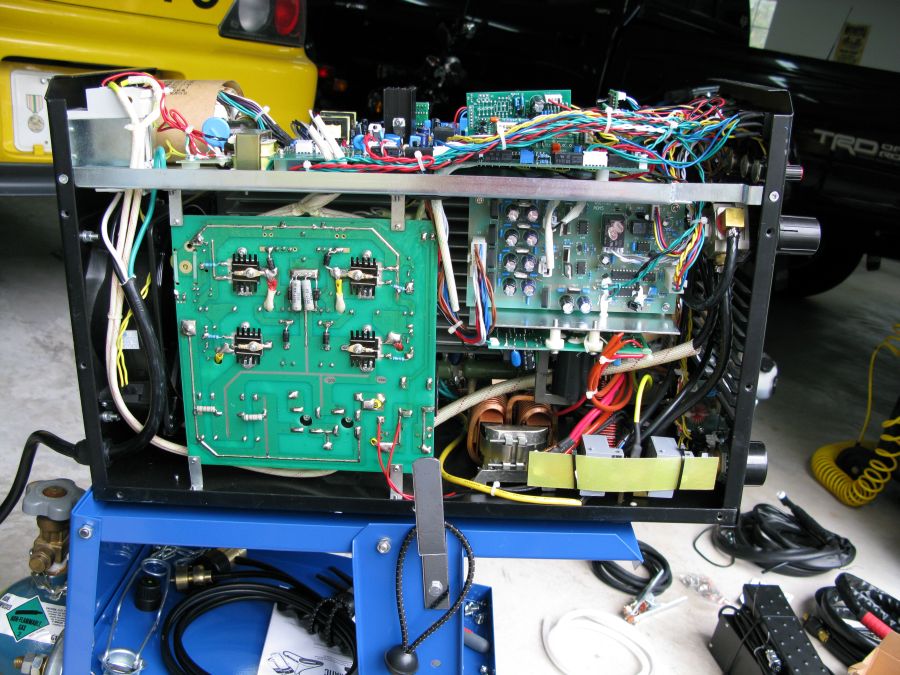
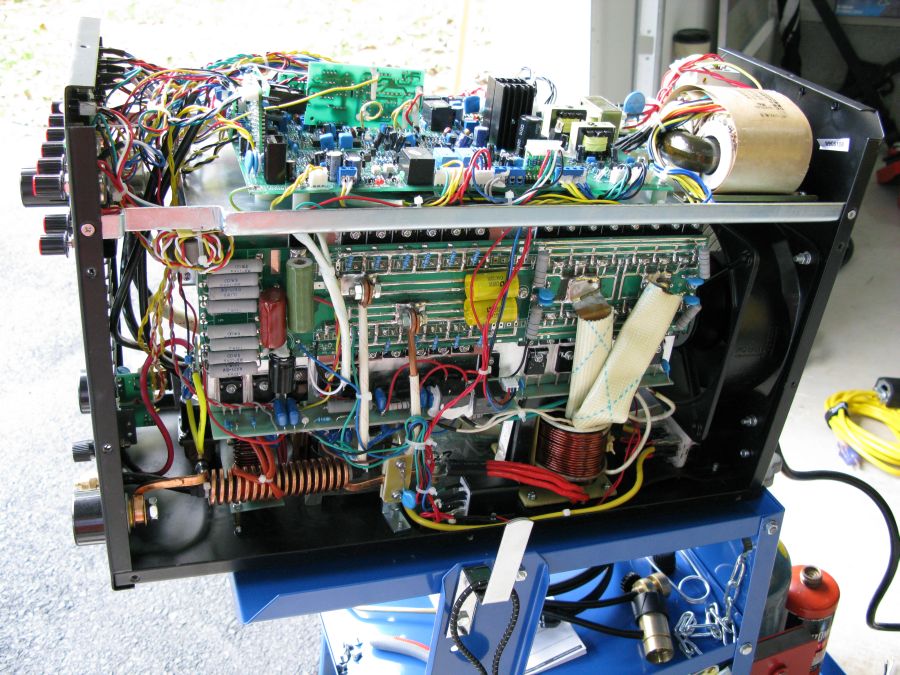
While I had the cover off to tighten up the regulator knob I took a few pics.

After attaching the 240v power cord plug and hooking up the Argon I was almost
ready to weld. I started the assembly of the TIG torch by sharpening an
electrode using the side of my grinding wheel. The side of the grinding wheel
has never been used before so it won't contaminate the electrode. I matched up
the electrode to the correct size collet (three sizes are supplied), pushed the
electrode into the collet, then slid the collet into the torch. I screwed on the
# 6 gas lens and slid the electrode out so it extended about 3/16 of an inch
beyond the gas lens. I then screwed the electrode cap over the electrode and
gently tightened it down finger tight to secure the electrode.
The TIG torch before assembly.

The assembled TIG torch.
